
Particle Size Reduction
Our STANSTED Homogenizing systems are highly efficient at producing particle sizes from a few nanometers to a few micrometres with repeatable results and the following essential parameters.
![]() Tight distribution - most droplets are equal to, or below, the target size with no "tails" visible on the distribution graph.
Tight distribution - most droplets are equal to, or below, the target size with no "tails" visible on the distribution graph.
![]() The smallest size - smallest ratio of droplet surface area to droplet volume.
The smallest size - smallest ratio of droplet surface area to droplet volume.
A wide range of companies and academic institutes are utilising STANSTED High-Pressure Homogenisers for their application requirements, including formulating nanoemulsions of poorly soluble drugs, liposome formulation, ethosomes, nano-suspensions, NLCs, SLNs, and other nano-structured lipid carriers for efficient API delivery.

Literature review and our working knowledge suggest that for HPH to accomplish nanonisation of the formulation *, then 100 to 300 MPa pressure (1000 to 3000 bar) and 1 or 2 passes are usually recommended. * Formulation dependent.

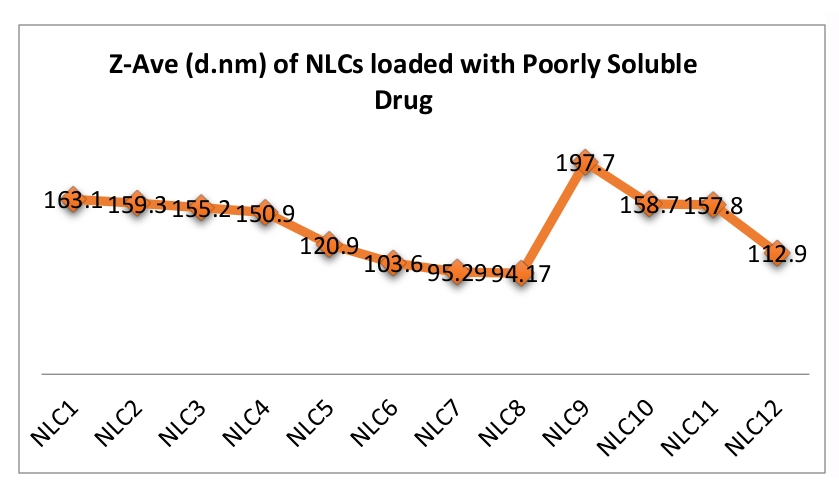
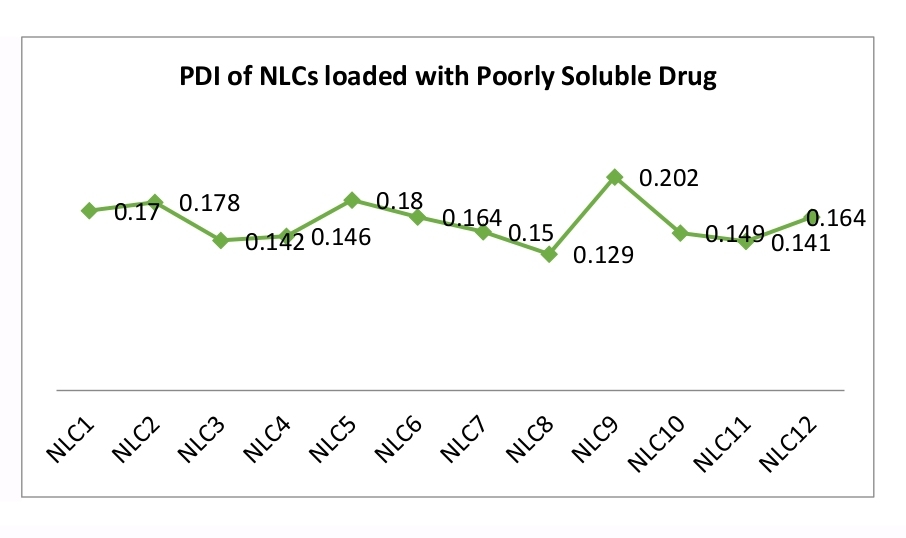
For example, some NLC formulations were processed through our Lab-Scale Homogeniser using piston gap technology. Size reduction and PDI were excellent, although further size reductions can be achieved by increasing pressure or the number of passes.
Features of our High-Pressure Homogenizers
![]() Sophisticated temperature control systems, including pre-and post-cooling or heating, to preserve product quality and purity.
Sophisticated temperature control systems, including pre-and post-cooling or heating, to preserve product quality and purity.
![]() Ultra-high pressures to 60,000 psi (4200 bar) and processing from 1 ml, e.g., for Lab R&D, to more than 1000 l/hour for production systems.
Ultra-high pressures to 60,000 psi (4200 bar) and processing from 1 ml, e.g., for Lab R&D, to more than 1000 l/hour for production systems.
![]() Our systems are easy to scale up from Lab R&D to full production flow rates.
Our systems are easy to scale up from Lab R&D to full production flow rates.
![]() High operating reliability results in low ongoing ownership and maintenance costs.
High operating reliability results in low ongoing ownership and maintenance costs.
Benefits of Particle Size Reduction
![]() Increased bioavailability and efficacy of the active ingredient in the drug or product.
Increased bioavailability and efficacy of the active ingredient in the drug or product.
![]() Improvements in product taste, colour, flowability and chemical reaction.
Improvements in product taste, colour, flowability and chemical reaction.
![]() Higher product stability resulting in increased storage life.
Higher product stability resulting in increased storage life.
![]() Minimization or elimination of contamination.
Minimization or elimination of contamination.
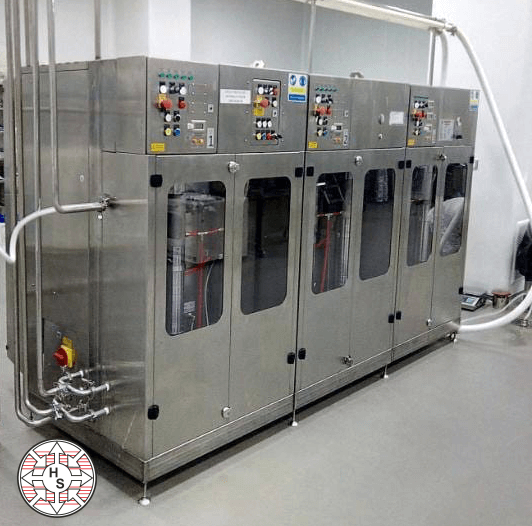
Production Scale
With flow rates over 1000 l/hr (264 US Gallons). Unrivalled performance.
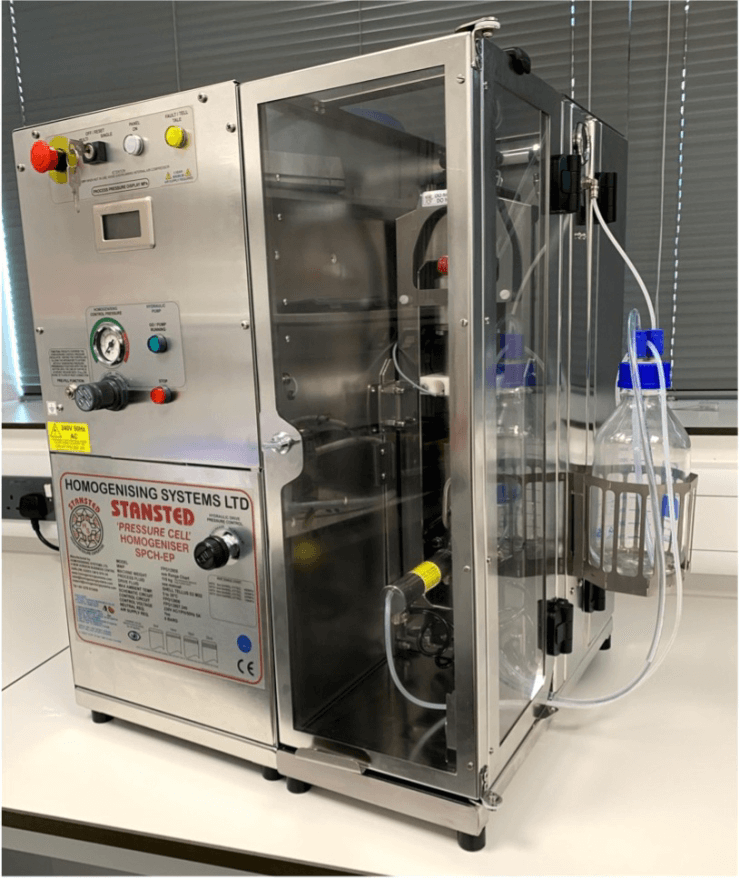
Laboratory / Bench-top
Up to 16 l/h. Processing cells from 1m to 35ml. For R&D and small volumes.
The benefits described above can be achieved when our reliable high-pressure pumping system generates up to 60,000 psi / 4200 bar / 400 MPa (the highest commercially available) to force the product stream into the processing section, which results in:
1. Impact on entry to the valve (piston gap) or micro-channel section.
2. Very high liquid shear in this section.
3. Sudden pressure drop upon discharge.
Please get in touch to discuss your requirements.
References
1. Beloqui, A., Solinís, M.Á., Delgado, A., Évora, C., Isla, A. and Rodríguez-Gascón, A., 2014. Fate of nanostructured lipid carriers (NLCs) following the oral route: design, pharmacokinetics and biodistribution. Journal of microencapsulation, 31(1), pp.1-8.
2. Beloqui, A., Solinís, M.A., Delgado, A., Evora, C., del Pozo-Rodríguez, A. and Rodríguez-Gascón, A., 2013. Biodistribution of nanostructured lipid carriers (NLCs) after intravenous administration to rats: influence of technological factors. European journal of pharmaceutics and biopharmaceutics, 84(2), pp.309-314.
3. Elsayed, I., Abdelbary, A.A. and Elshafeey, A.H., 2014. Nanosizing of a poorly soluble drug: technique optimization, factorial analysis, and pharmacokinetic study in healthy human volunteers. International journal of nanomedicine, pp.2943-2953.